PLC Nedir?
PLC, “programmable logic controller” (Türkçe: programlanabilir lojik kontrolcü) kelimelerinin baş harflerinden oluşan bir kısaltmadır. Fabrikalarda bulunan üretim hatlarını oluşturan robot, taşıyıcı bant, pnömatik ekipman v.b. gibi makinelerin elektromekanik kontrolü için kullanılan özel bir bilgisayara verilen isimdir. Üzerlerinde tıpkı bizim projelerimizde kullandığımız Arduino mikrokontrolcü kartları gibi giriş ve çıkış bağlantıları bulunur. Bu sayede çeşitli sensörlerden gelen verinin okunması, oluşturulan program senaryosuna göre çeşitli çıkış birimlerinin (motor sürücüler, solenoid valfler v.b. gibi eyleyiciler) kontrolü ve diğer giriş/çıkış ve izleme (SCADA) birimleri ile haberleşmenin sağlanmasında görev alır.
Bildiğimiz anlamdaki mikrokontrolcü kartlarından PLC’lerin en büyük farkı, çok daha ağır fiziksel koşullarda (yüksek veya düşük sıcaklık, toz ve nem, mekanik titreşim ve darbe, elektronik parazit ve gürültü v.b.) stabilitesini koruyarak çalışabilecek şekilde tasarlanmış olmalarıdır.
PLC‘ler, dayanıklı ve güvenilir cihazlardır. Zorlu endüstriyel ortamlarda çalışmak üzere tasarlanmışlardır ve aşırı sıcaklık, nem, titreşim gibi olumsuz koşullara dayanıklıdırlar. Ayrıca, PLC‘ler gerçek zamanlı işletim sistemleri ile çalışır, bu da onların hızlı ve kesin bir şekilde yanıt vermelerini sağlar.
PLC‘nin programlanması, genellikle Ladder Logic, FBD (Fonksiyon Blok Diyagramı) ve STL (Structured Text Language) gibi özel programlama dilleri kullanılarak yapılır. Bu diller, kullanıcıların karmaşık kontrol süreçlerini kolayca modellemelerine olanak tanır. PLC programları, genellikle yazılım simülatörleri kullanılarak test edilir ve ardından PLC‘ye yüklenir.
Sonuç olarak, PLC, endüstriyel otomasyonun kalbinde yer alan kritik bir bileşendir. PLC‘ler, üretim süreçlerinin verimliliğini ve doğruluğunu artırarak, işletmelerin daha düşük maliyetlerle daha yüksek kalite standartlarına ulaşmalarına yardımcı olur. PLC‘ler, esneklikleri, dayanıklılıkları ve programlanabilirlikleri sayesinde endüstriyel kontrol sistemlerinde vazgeçilmez bir rol oynar.
PLC’nin Tarihçesi(*)
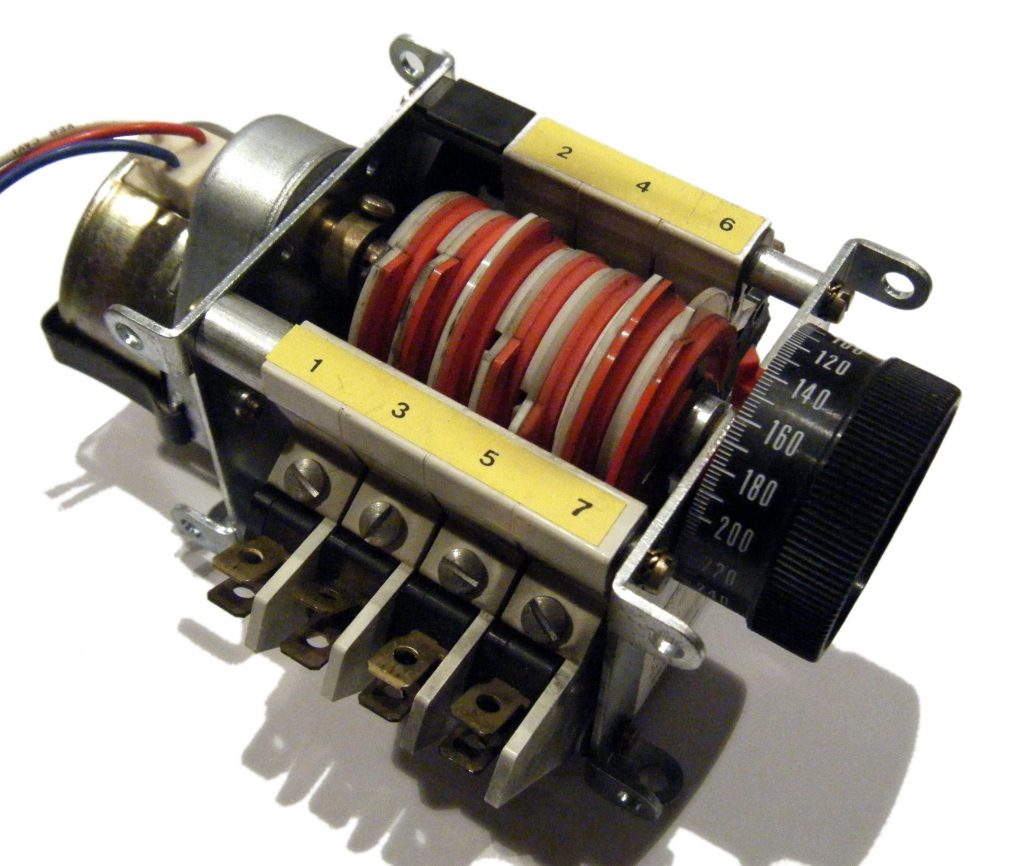
PLC‘lerden önce otomasyon işlemleri için röle kartları kullanılmaktaydı. Doğru zamanda doğru kontağın açılması ve doğru makinenin çalışması için kam millerine sahip kontaktörler ve bunun gibi benzer mantıkta çalışan mekanik sıralayıcı sistemler mevcuttu.
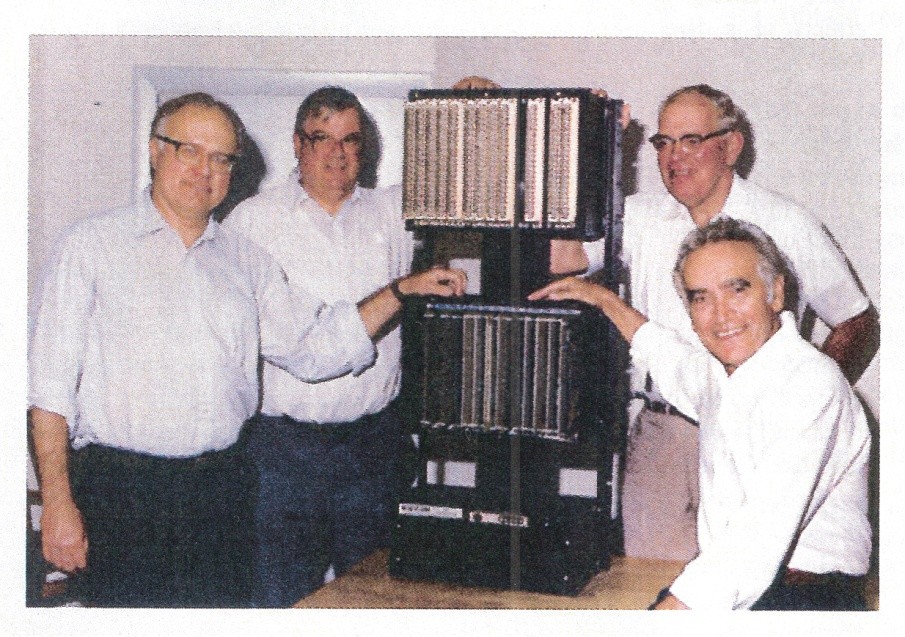
İlk PLC örneği 1968 yılında Amerika Birleşik Devletleri’nde yer alan General Motors firmasına ait otomatik şanzıman bölümü olan Hydra-Matic, üretim hatlarında yer alan karmaşık röle sisteminin yerini alacak bir elektronik modül talebinde bulundu. Bedford Associates firması, bu talebi karşılayacak bir sistem olan MODICON (MOdular DIgital CONtroller, modüler sayısal kontrolcü) isimli ürünü sundu. Projede çalışmış olan Dick Morley, günümüzde PLC‘nin “babası” olarak anılmaktadır.
Modicon markası 1977 yılında Gould Electronics firmasına satılmıştır. Daha sonra bu firmayı da Alman AEG firması satın almıştır. Günümüzde ise Modicon markasının sahibi Fransız Schneider Electric firmasıdır.
PLC Nasıl Çalışır? Nerelerde Kullanılır?
PLC’ler, mantık olarak tıpkı Arduino, PIC v.b. mikrokontrolcüler gibi programlanarak kullanılırlar. PLC’nin yapmasını istediğimiz işlevi, örneğin bir motor sürücünün kontrolünü, üzerinde yer alan giriş ve çıkışları değiştirecek şekilde programlar oluşturarak kontrol ederiz. Günümüzdeki çoğu mikrokontrolcü, giriş/çıkış gerilimi olarak 3.3V veya 5V seviyelerini kullanır. PLC’lerde ise bu gerilim 24V seviyesindedir.

PLC‘lerin içerisinde tıpkı bilgisayarlarımzda olduğu gibi bir işlemci, programların saklanması ve çalışması için gerekli RAM ve ROM bellekler, giriş/çıkış modülü, haberleşme modülleri gibi bileşenler bulunur. PLC‘nin en büyük özelliği ise, verilen program komutlarının gerçek zamanlı olarak işlenmesi, ve mümkün olan en kısa süre içerisinde giriş/çıkış ve haberleşme gibi dış dünya ile bağlantılı modüllere gönderilerek fonksiyonların gerçekleşmesini sağlamasıdır. Böylelikle zamanlamanın kritik olduğu endüstriyel uygulamalarda kullanılabilirler.
Bir PLC’nin çalışma mantığı şu şekildedir: Girişler okunur ve girişlerin okunduğu andaki lojik değerleri (1 veya 0) hafızada kaydedilir. Yazılan programa göre bu girişler yorumlanır. Gerekli haberleşme işlemleri yapılır ve programlanan çıkışlar yine lojik 1 veya 0 (24V veya 0V ile ifade edilir) olacak şekilde ayarlanır. Yukarıdaki paragrafta bahsettiğim gibi bu işlem oldukça kısa bir sürede (milisaniyeler mertebesinde) gerçekleşir.
PLC‘lerin röle tabanlı lojik devrelerin yerini aldığından bahsetmiştik. Bu sebepten dolayı PLC‘ler programlanırken sıklıkla ladder logic adı verilen açık ve kapalı anahtar sembollerinden oluşan bir programlama dili kullanılır. Bu dil, elektrik teknisyenlerin çok üst düzey bilgisayar programlama bilgisine sahip olmasına ihtiyaç kalmadan, basit bir yapı ile PLC programlayabilmeleri için geliştirilmiştir. Daha gelişmiş kullanıcılar için bilgisayar programlamada kullandığımız C diline benzer diller ile de PLC programlamak mümkündür.
Ladder logic kullanılarak temel mantık (lojik) ve aritmetik işlemleri yaptırılabilir, zamanlayıcı blokları kullanılarak farklı cihazların farklı süreler boyunca veya gecikmeli olarak açılıp kapanması sağlanabilir, ve daha bir çok programlama işlemi ladder logic içerisinde yer alan bloklar ile gerçekleştirilebilir.
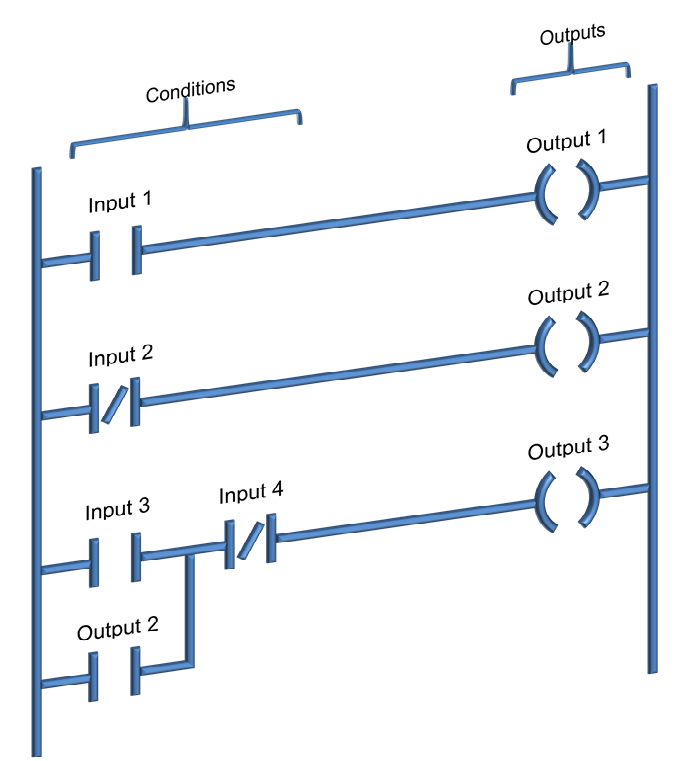
Ladder lojikte temel olarak NO (normally open, normalde açık devre) ve NC (normally closed, normalde kısa devre) kontaklar ve çıkış için coil’ler bulunur. Bellek adresleri ve fiziksel giriş/çıkışlar kontak veya coil (çıkış) olarak program içerisinde kullanılabilir. İki adet kontağın seri bağlanması lojik “ve” işlemi, paralel bağlanması ise “veya” işlemine denk düşer. Bu sayede lojik işlemleri gerçekleştirebiliriz. Ayrıca aritmetiksel toplama, çarpma ve bölme işlemleri veya on-delay timer (gecikme bloğu), adres taşıma gibi başka özel fonksiyonlar da ladder diyagramına eklenebilmektedir.
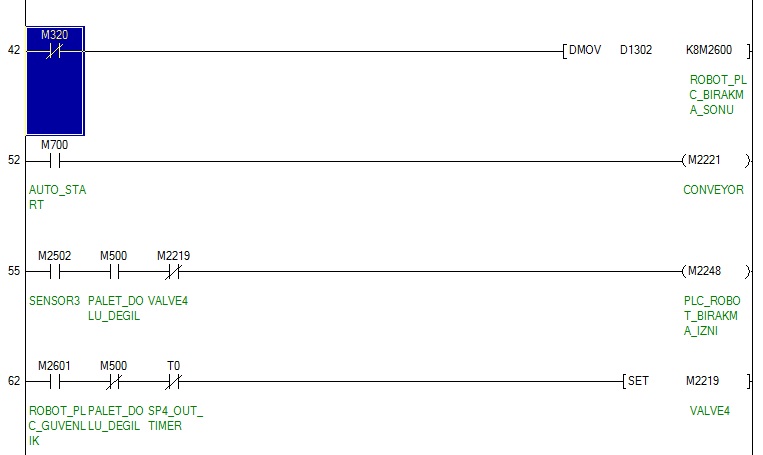
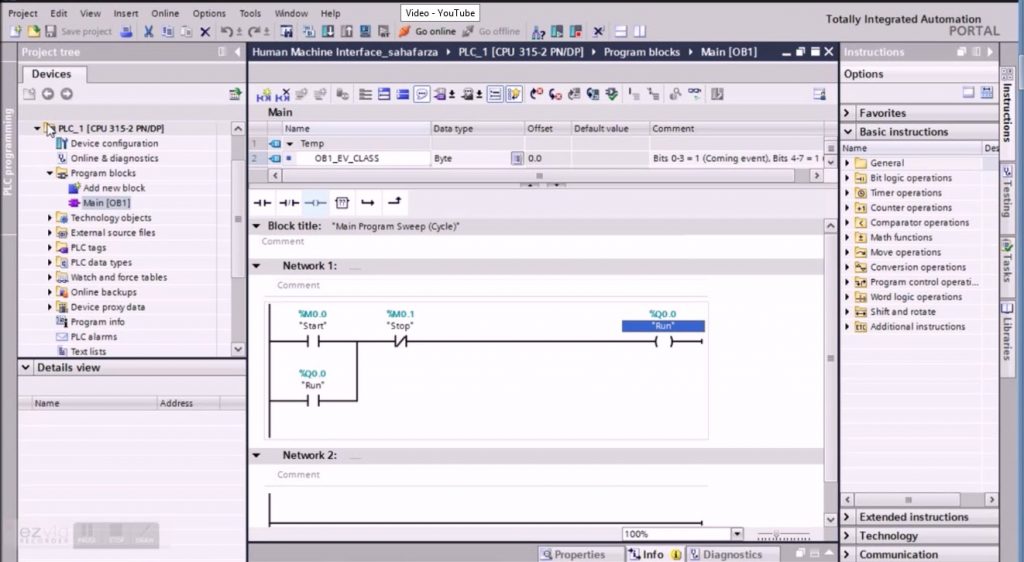
PLC programlama ile ilgili bilmemiz gereken en önemli nokta ise, her farklı markaya ait PLC‘nin programlama arayüzü farklıdır ve her ne kadar defakto standart olarak ladder logic kullanılsa da, markadan markaya küçük farklılıklar mevcuttur. Örneğin Mitshubishi marka bir PLC için MT Works isimli geliştirme programını kullanmanız gerekirken, Siemens PLC‘ler ile çalışıyorsanız TIA Portal isimli yazılıma ihtiyacınız olacaktır.
PLC Programlama Örnekleri
PLC‘lerde ladder lojik kullanarak basit devreleri oluşturmamız mümkündür. Bunlardan en temelleri start ve stop butonları ile motor çalıştırıp/durdurma, tek butonla motor çalıştırıp durdurma, zaman rölesi devreleri, sensör okuma gibi örneklerdir.
-
Start-Stop Butonlu Kontrol Devresi:
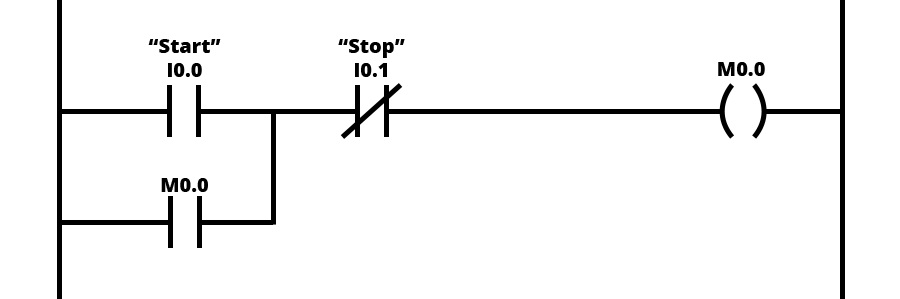
Bu örnekte PLC‘mizin I0.0 girişine bir start butonu, I0.1 girişine de bir stop butonu bağlanmış durumda. M0.0 adresini de çıkışımız olarak tanımlamış durumdayız. M ile başlayan adresler, memory, yani bellekte yer alan bitleri temsil etmektedir. Programlama yaparken değişiklikleri bellekteki bir bit üzerinden yapmak ve programın en sonunda bu biti bir çıkışa taşımak her zaman için daha güvenli bir yöntem olacaktır.
Buradaki örneğimizde start butonu NO, yani normal durumda açık (sinyal kesik) olarak, stop butonu da NC yani normal durumda normal durumda kapalı olarak seçilmiştir. Sol taraftaki hattı güç sinyali, koyduğumuz kontakları ise birer anahtar olarak düşünürsek, en sağda yer alan çıkışlara gücün ulaşması için koyduğumuz anahtarların tamamından geçmesi gerekecek şekilde bir sinyal akışı gerçekleşecektir. Yani start butonu 1 olduğunda ve stop butonu 0 olduğunda, M0.0 çıkışı aktif olacak, bir kere aktif olan bu çıkış sayesinde start butonuna paralel bağlamış olduğumuz M0.0 girişi de sürekli olarak aktif kalacağından stop butonuna basılana kadar motor çalışmaya devam edecektir. Stop butonunun bir kere basılması durumunda hat kesilecek, dolayısıyla motor çalışmayı durduracaktır.
-
Tek Butonlu Açma Kapama (Toggle) Devresi:
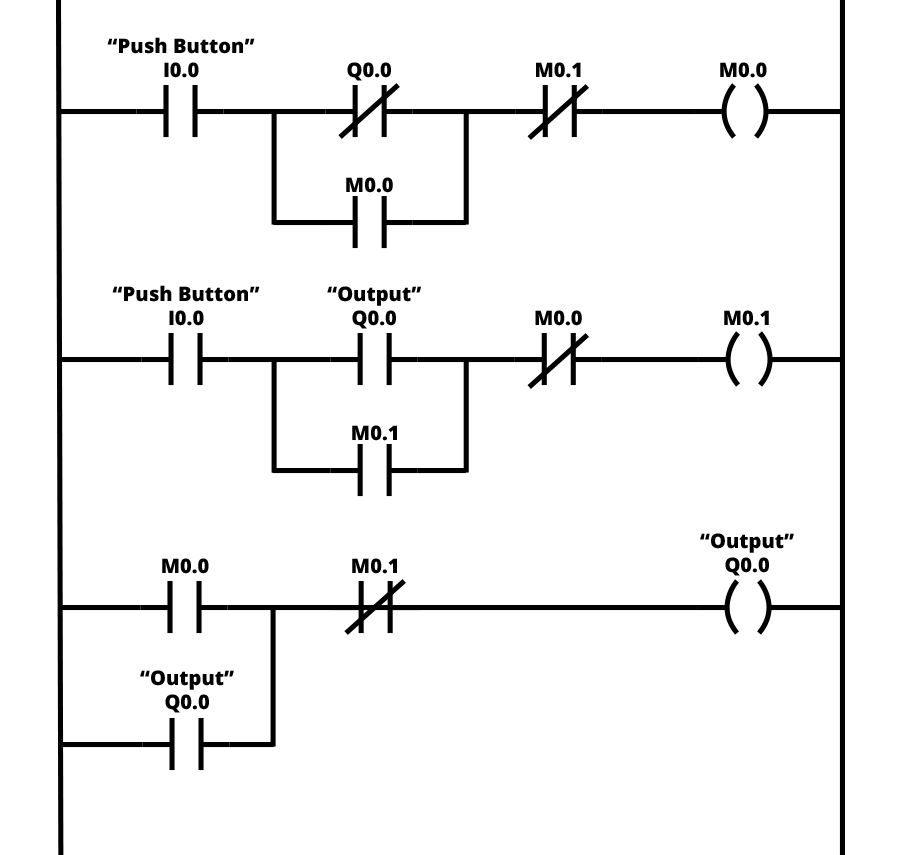
Bu örneğimizde de motoru tek bir buton kullanarak başlatıp durduruyoruz. Lojik devrelerden bildiğimiz tasarım metodlarını kullanarak çoklayıcı (multiplexer), enkoder ve dekoder gibi kombinezonsal lojik devreleri veya flip-flop gibi ardışıl lojik devreleri oluşturmamız mümkündür. Buradaki tek butonlu aç-kapa devresi de toggle flip-flop devresi ile aynı lojik işlevini gerçekleştirmektedir.
PLC Kitapları
Yazıda daha önce de bahsetmiş olduğum gibi her marka PLC‘nin programlanması farklı şekilde olabilmektedir. Temelde hepsi aynı mantık ile programlansa da, uygulama yaptığınız platforma göre programlama ortamı değişiklik göstereceği için, PLC eğitimi için okuyacağınız kitapları öğrenmek istediğiniz PLC platformuna göre tercih etmeniz daha mantıklı olacaktır. Otomasyon sektöründe çok sıklıkla Siemens S7 serisi PLC‘ler kullanıldığı için Siemens S7-1200 İle Plc Programlama & Otomasyon, S7 1200 Plc Programlama Kitabı 1 ve S7 1200 Plc Programlama Kitabı 2 gibi kitapları tercih edebilirsiniz.




Kerem Hocam, Çok güzel bir yazı olmuş ellerinize sağlık.
Teşekkür ederim, umarım bilgilendirici olmuştur.
Harika bir yazı olmuş son derece açıklayıcı ve anlaşılır teşekkür ederim ellerinize sağlık
Teşekkürler, umarız faydalı olmuştur.
Hocam emeğinize sağlık. Teşekkür Ederim 🙂
Sayın Hocam Ben ilkokul mezunu Elektrik tesisat ve makina işleri ile ilgili işlerle ugrasmaktayim.Elektronik kısmıyla olan bölüme aşırı merakım var yazınızı okudum gayet net ve açıklayıcı olmuş ağzınıza yüreğinize sağlık çok teşekkürler.Basarilarinizin devamını dilerim.
hocam stratch plc öğrenmek mi yoksa tia portal öğrenmek mi mantıklı ? hangisi daha çok tercih ediliyor
Hocam anladığım kadariyla ev otomosyon sistemleri kuran sirketler de ayni bu PLC leri mi kullaniyolar yani tekrar uretmek maliyyetli olur diye duşûnuyorum haklimiyim sizce?
Hocam s7-1200 plc de komut yazarken Q0.0 yazıyoruz boş bir yere tıkladığımızda neden geri başa %Q0.0 oluyor ?
Hocam plc’lerde safety modunda çalışmanın sırları nedi?
hocam soruma yardımcı olabilirmisiniz lütfen
Teşekkürler
Konu hakkında hic bilgim yoktu. Suanda kafamda bir seyler canlandı. Cok açıklayıcı olmus tesekkurler.
Çok tesekkur ederim hocam
çok açıklayıcı bir yazı olmuş emeğinize sağlık
tamamen Türkçe bir PLC varmı ?
Bay Dilşat UYGUROĞLU
PLC LERDE ANALOG DEĞERLERİN PROGRAMLANMASI HAKKINDA BİLGİ ALABİLRİR MİYİM ?
_ start butonuna basıldığında bir motor periyodik olarak çalışacaktır
-5 sn boyunca çalışma 5 sn boyunca durma
-motor çalışırken sarı sinyal lambası,Aktif olacak
-Motor dururken kırmızı sinyal lambası Aktif olacak
-Stop butonu sistemi herhangi bir anda durdurabilecek
BUNU Yapabilir misiniz ÇOK ACİL